



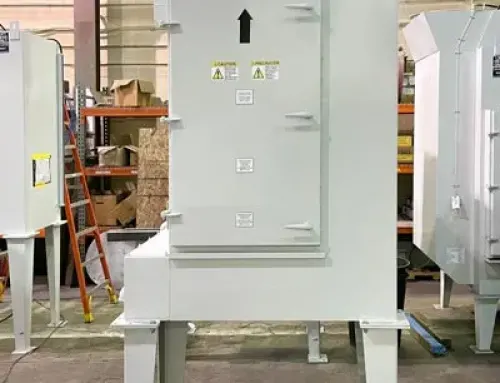
Quench Tower and SO2 Scrubber for ReBoiler Expansion
A chemical plant that produces coal tar pitch was expanding operations and needed to control emissions from a thermal oxidizer as part of a naphthalene reboiler project. Monroe Environmental was called upon to provide an Wet Scrubber with high temperature Quench Tower to remove SO2 from the combustion exhaust.
Scrubbing System Scope of Supply
- High temperature evaporative Quench Tower, designed to ASME Section VIII pressure vessel code
- Tower insulation and cladding overlay
- Spray nozzles, control valves, and liquid piping
- FRP Packed Tower Scrubber, designed and built to ASME RTP-1 standard
- High efficiency packing media
- Liquid reservoir with controls and water make up
- Mist eliminator
- Redundant recirculation pumps and piping
- Chemical feed pumps
- pH and conductivity controls
- Valves, transmitters, and instrumentation rated for Class 1 Div. 2 location
- NEMA 4X junction box
The system was designed to treat 27,000 ACFM at 800°F and achieve +99% SO2 removal efficiency.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}